 180 2027 5881
180 2027 5881



Chemical industry is an ancient industry, it concludes food and beverage, paper manufacturing, pharmacy, petrochemical industry, silicate industry, chlorine alkali industry, sulfuric acid industry, inorganic salt industry, chemical fertilizer industry, textile industry, plastic industry etc. Complementary to the whole industry, it is not only the producer of daily necessities, but also the supplier of raw materials in the upstream of other industries, playing a fundamental and pillar role in economic development.
ood, fuel, medicines, fertilizers, plastics, soap, batteries and smart phones – almost everything we manufacture or extract from the earth is connected to chemistry. The chemical industry is one of the most innovative and fastest-growing sectors, with 70 percent of its output being used by other industries worldwide.
Global challenges
Rising consumer purchasing power, particularly in Asia, is driving demand for chemicals and the products made from them. At the same time, dwindling oil and gas reserves are fuelling the search for new feedstocks, such as biomass. The major challenge for the industry lies in helping the growing world population to maintain and improve its standard of living sustainably.
Heading east
Over the last 25 years most of chemical industry growth has shifted to the east, with Asia accounting for 50 percent of global sales. By 2030 around half of the top ten chemical companies will be from Asia or the Middle East, with Asian companies taking two thirds of the market.
Innovation today for the needs of tomorrow
Pioneering products, particularly those that provide solutions relating to global mega trends – including shrinking natural resources, globalization, demographics and stricter regulation – will be the key to maintaining the industry’s momentum. It is anticipated that advances in areas such as biotechnology, fuel cells, environmental technology and intelligent materials will lead the way in meeting future needs globally.
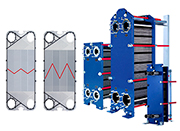
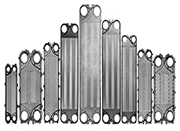
Solutions for safe and efficient chemical processes
Chemical production involves a complex series of processes, from heating, cooling and condensing to evaporation and separation. All of these need reliable heat exchange technology, which is where Grano comes in. Our robust heat exchangers are designed to withstand the rigors of chemical reactions, enabling critical processes to be completed safely and efficiently.
